Galvaniserunarframleiðslulínan er fullkomið sett af búnaði til að heitgalvanisera lag af sinkblendi á báðum hliðum stálspólunnar.Það samanstendur af frágangsvél, spennujöfnunarvél, olíuvél, klippivél, vindavél og öðrum búnaði.
Helstu ferli flæði galvaniseruðu lak
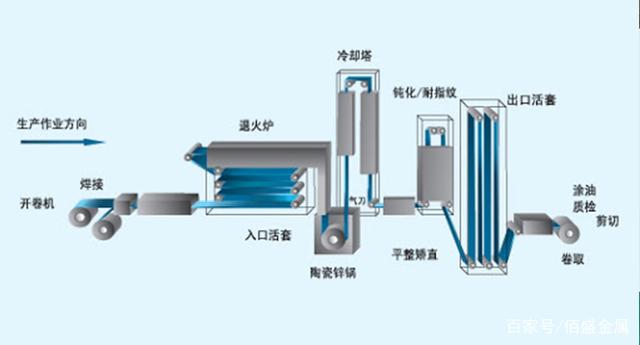
Spóla → tvöföld afspólun → skurðarhaus og halaskurður → suðu → basísk hreinsun → aðalburstun → rafgreiningarhreinsun → aukaburstun → skolun á heitu vatni → þurrkun á heitu lofti → inntakshlaupari → stöðug glæðing → heitgalvanisering (keramik sinkpottur) → loft hnífablástur (kynnt) → → loftkæling eftir málun → vatnsslökkvandi → jöfnunarvél (áskilin) → teygjujafnari → passiveringsmeðferð (áskilin fyrir fingrafaraþol) → úttakstæki → olíu → klippa → spóla → afrúlla → vigtun → pökkun
Virkni hvers hluta galvaniserunarlínunnar
Hreinsunarhluti: Fjarlægðu kaldvalsandi smurefni og járnduft af yfirborði ræmunnar.Hreinsun fyrir innkeyrsluna auðveldar stöðugt rekja spor einhvers ræmunnar innan inngöngugrindarinnar á meðan forðast beyglur og rispur.
Inngangshringur: Veitir lóðréttan lykkja af virkri lengd þegar suðu stoppar við innganginn, sem gerir stöðuga framleiðslu á framleiðslulínunni kleift.
Ofnhluti: lóðréttur samfelldur glóðarofn, nær tilgreindri glæðingarlotu.
Galvaniserunarhluti: Ströndinni er dýft í bráðið sinkpott til að galvanisera.
Söfnunar- og spennujöfnunarhlutar: bætt afköst.
Eftirmeðferðarhluti (aðvirkni): Tandem tvírúlluhúðari með ofni og kælingu til að húða hvítt ryð og fingrafaraþolnar krómatlausnir.
Útgangshluti: Þegar útgangshlutinn hættir að skera er lóðréttur lykkja með virkri lengd til að láta framleiðslulínuna ganga stöðugt.
Pósttími: Ágúst-08-2022